Regelkarten
Um Produktfehler in verschiedenen Prozessschritten zu finden, werden an definierten Stellen im Prozessverlauf Stichproben entnommen und ausgesuchte, qualitätsrelevante Merkmale geprüft. Die ermittelten Messwerte werden, sofern sie normalverteilt sind, in Regelkarten übernommen. Die statistische Analyse des Verlaufs der Messwerte werden zu vorgegebenen min/max-Werten in Relation gesetzt. Die berechneten Relationen cp- und cpk-Werte geben Auskunft über die Stabilität des Prozesses an dieser Stelle (Prozessfähigkeits-Index).
Werte mit cp, CpK <1,33 weisen auf eine große Streuung hin und lassen einen nicht beherrschten Prozess vermuten. Da aus den Analysedaten auch Eingreifgrenzen berechnet werden können, kann so frühzeitig eine Warnung gegeben werden, die ein regelndes Eingreifen ermöglicht.
Mit dem gleichen Verfahren wird auch ein Maschinenfähigkeits-Index ermittelt.
Dass die Statistik eine Vielzahl von Möglichkeiten bietet, hat bereits W.A. Shewhart gezeigt. Mit verschiedenen stat. Methoden ist es möglich, zielgenau in den Prozess einzugreifen, um so Ausschuss zu vermeiden und ein hohes Qualitätsniveau zu halten.
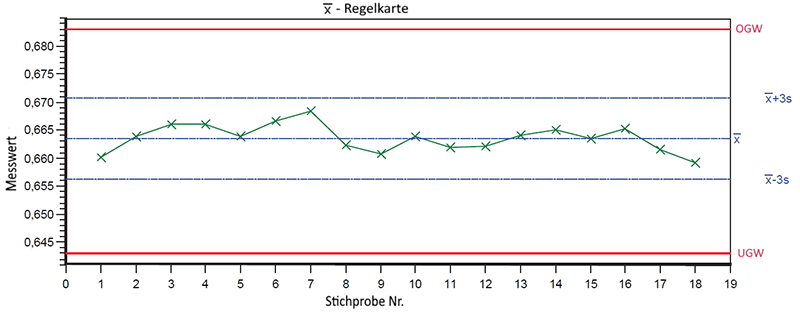 Regelkarte
Regelkarte
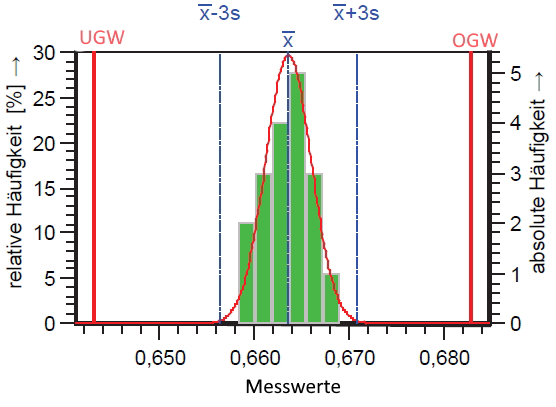 Regelkarte Normalerteilung
Regelkarte Normalerteilung